- image.jpg (32.73 KiB) Viewed 1800 times
- image.jpg (32.73 KiB) Viewed 1800 times
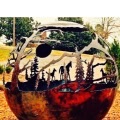
16 ga steel
350 imp
Pierce delay 0
Mach settings , I may say these two backwards ,don't remember acelleration 2400 ,velocity 45
Looks like at least two problems , the letters were supposed to be square block type



